- Tel:+8613007564317
- Email:[email protected]
News
The appearance of intermediate frequency furnace undoubtedly promotes the development of science and technology
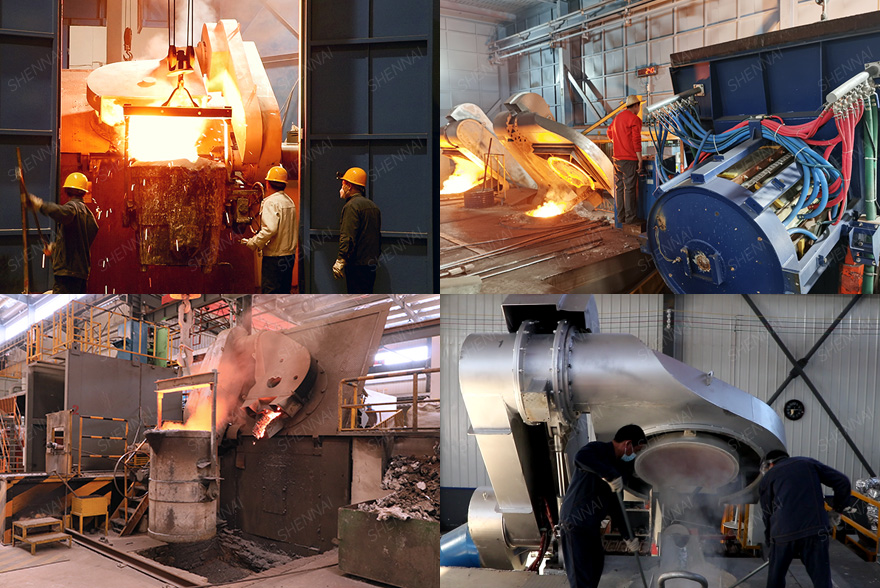
The appearance of intermediate frequency furnace undoubtedly promotes the development of science and technology. Its main use is mainly for steelmaking. New steelmaking methods of intermediate frequency furnace refining equipment are constantly emerging. At the same time, the quality of molten steel produced by smelting is greatly improved, and the quality of castings is greatly improved.
The electric arc furnace and induction medium frequency furnace, which are widely used in the steel casting workshop, have relatively loose requirements for raw materials, produce high quality molten steel, and the steelmaking cycle is suitable for the characteristics of steel casting production. It is convenient to open and shut down the furnace, which is easy to coordinate with the progress of molding, box closing and other processes, and facilitate the organization of production. In addition, the equipment for electric furnace steelmaking is relatively simple, with less investment, rapid capital construction and capital recovery.
In recent years, induction medium frequency steelmaking has developed rapidly. The induction furnace steelmaking process is relatively simple, and the quality of molten steel can also be guaranteed. Many factories use induction furnaces to make steel to cast small castings, especially in investment casting workshops, where induction furnaces are widely used to melt molten steel. Now let's learn how to make steel with intermediate frequency furnaces.
How to make steel with medium frequency furnace?
First of all, the preparation for medium frequency furnace steelmaking:
1. When preparing for steelmaking, the early inspection work should not be ignored. First, understand the condition of the furnace lining, whether the production tools are complete, and whether the medium frequency furnace panel is normal.
2. Every two furnace bases are a group, and the necessary products such as ferrosilicon, medium manganese, synthetic slag and heat preservation agent should be prepared in place and placed in the middle of the furnace platform.
3. The steel materials must be prepared in place, and the furnace cannot be started if the steel materials are not completely prepared.
4. Attention shall be paid to the placement of insulating rubber mat of intermediate frequency furnace, and no gap is allowed.
Secondly, attention shall be paid when intermediate frequency furnace steelmaking enters the production stage:
1. The new furnace lining shall be baked in strict accordance with the baking process requirements of the new furnace, and the baking time shall be more than 2 hours.
2. First, add a suction cup to protect the furnace lining. It is not allowed to directly add large pieces of material into the empty furnace, and then power on. At this time, the furnace foreman should timely add the small materials scattered around the furnace into the furnace. It is strictly prohibited to fall off the furnace platform. Silicon steel sheet punches are only allowed to be used when drying the furnace, and are not allowed to be used at other times.
3. The disk crane lifts the materials from the stockyard to the hearth, and the furnace foreman sorts the scrap steel. The sorted inflammable and explosive materials are directly put in the special collection box, and the hearth security personnel register and confirm.
4. The special collection box for inflammable and explosive materials is placed between two sets of furnace bases, and no one is allowed to move it at will
5. The charging in front of the furnace is mainly manual charging. After careful sorting of the waste steel at the furnace hearth, the materials with a length of less than 400mm can be added with suction cups only after the furnace director has confirmed that the materials have been carefully selected. The driving director is the small furnace director of each furnace seat. If other people command the driving suction cups to feed, the driver is not allowed to add materials.
6. The feeding amount of suction cup shall be controlled. After feeding, the scrap shall not exceed the surface of medium frequency furnace mouth. During feeding, the scrap scattered around the furnace mouth shall be cleaned by suction cup. During the feeding process, the periphery of the intermediate frequency furnace must be kept clean to prevent the ignition of the induction coil or cable joint caused by the falling of scrap steel.
7. It is strictly prohibited to stack a large amount of scrap on the platform, and the total amount shall be controlled within 3 suction cups to reduce the difficulty of scrap sorting.
8. In case of an explosion accident, the operator shall immediately turn his back to the furnace mouth and leave the site quickly.
9. During the pre charging process, the long and large materials must be put into the furnace vertically to melt into the molten pool as soon as possible. It is strictly prohibited to put the materials in a flat way to cause bridging. If the furnace materials are found to bridge, the bridge must be destroyed within 3 minutes to melt the furnace materials into the molten pool quickly. If the bridge cannot be destroyed within 3 minutes, the power must be cut off or the bridge must be destroyed in the insulation state before the power can be transmitted for normal smelting.
10. For some waste steel that is overweight and needs more than 2 people to move into the furnace, it is strictly prohibited to throw it into the furnace. A transition should be made on the furnace edge, and then carefully pushed into the furnace.
11. When tubular scrap is added into the furnace, the upper opening of the pipe shall face the tapping direction, and it is not allowed to face the direction of operation.
The cold steel and short end continuous casting billet in the slag ladle and tundish shall be put into the furnace after the liquid steel in the medium frequency furnace reaches more than 2/3. It is not allowed to impact the furnace lining.
13. When the liquid steel of medium frequency furnace reaches more than 70%, take samples for analysis. The samples shall be free of shrinkage cavity and other defects, and no reinforcement shall be inserted into the sample cup. After the chemical composition results of the samples are obtained, the element preparation personnel shall determine the amount of alloy added according to the comprehensive situation of the two furnaces.
14. If the chemical analysis results in front of the furnace show that the carbon is high, add some iron oxide blocks for decarburization; if the carbon is low, add some pig iron blocks for decarburization; If the average sulfur of two furnaces is less than or equal to 0.055%, the oxide slag shall be raked up during tapping, and the amount of synthetic slag shall be increased for desulfurization. At this time, the tapping temperature must be properly increased. If the average sulfur of two furnaces is more than or equal to 0.055%, the molten steel shall be separated, that is, part of the molten steel with high sulfur shall be taken out of the ladle and poured into other furnaces, and then part of the silicon steel sheet punches shall be added into the two furnaces for smelting before tapping. In case of high phosphorus, only separate treatment can be carried out.
15. After all the scrap in the furnace is melted, the front group of the furnace shall shake the furnace for slag dumping. After the slag dumping, it is strictly forbidden to add the wet, greasy, painted and tubular scrap into the furnace. The dry and clean materials shall be prepared during smelting. After the molten steel in the furnace is full, the slag shall be cleaned again. After cleaning, the alloy shall be quickly added to adjust the composition. The steel can be discharged after more than 3 minutes after the alloy is added, The purpose is to make the alloy have a process of uniform composition in the furnace.
16. Tapping temperature: upper continuous casting 1650-1690; About 1450 molten iron.
17. Measure the temperature of molten steel in front of the furnace, control the power transmission curve according to the tapping temperature and tapping time required by continuous casting, and prohibit the medium frequency furnace from holding at high temperature stage (holding temperature is controlled below 1600 ℃)
18. The temperature will rise rapidly after receiving the notice of continuous casting tapping. The temperature rise rate of medium frequency furnace in full furnace liquid state: about 20 ℃/min before 20 furnaces; About 30 ℃/min for 20-40 heats; The furnace above 40 ℃ is about 40 ℃/min, and the higher the temperature in the furnace, the faster the temperature rises.
19. 100kg synthetic slag shall be added to the ladle for slag making and thermal insulation during tapping of the first furnace, and 50kg covering agent shall be added to the ladle for thermal insulation after tapping of the second furnace.
20. After the intermediate frequency furnace is finished, carefully check the furnace lining, and it is strictly prohibited to pour water into the furnace to cool down; If some parts of the furnace lining are seriously corroded, the furnace can be started only after the furnace is repaired. After the furnace is repaired, the water in the furnace must be completely evaporated before feeding. First, add a sucker silicon steel sheet punch into the furnace, and then add other scrap. The first furnace after the furnace is repaired should control the power supply curve, so that the furnace lining has a sintering process to ensure the effect of furnace repair. It is strictly prohibited to add large pieces of waste into the furnace immediately after the furnace is repaired.
21. During the whole production process, it is strictly forbidden to expose the furnace panel outside. If the insulating rubber is found damaged, it should be replaced in time.

In the forging workshop, industrial furnaces smelt metals, including cupola, induction furnace, resistance furnace, electric arc furnace, vacuum furnace, open hearth furnace, crucible furnace, etc; There are sand mold drying furnace for baking sand mold, ferroalloy drying furnace and casting annealing furnace, etc; In the forging workshop, there are various heating furnaces for heating ingots or billets before forging and heat treatment furnaces for relieving stress after forging;

The most effective way for the failure of the medium frequency furnace is to use the low current experiment to judge whether it is the fault of the rectifier circuit or the fault of the inverter part. In the low current experiment, when the DC voltage is less than 513v, it indicates that there is a phase loss fault in the DC rectifier part. Check the specific thyristor fault, and the pulse breaking method should be used to judge whether it is the thyristor fault or there is no trigger pulse.

The most effective method for the failure of the intermediate frequency furnace is to use a small current experiment to judge whether the rectifier circuit is faulty or part of the inverter fault. When the DC current is less than 513 volts
Please send us your request and we will reply to you within 24 hours.
We will get in touch with you as soon as possible